Bär lag av löparskor
Under normal drift roterar spårstiftet långsamt bakåt i stifthålet, de två slits jämnt, stifthålet blir gradvis större och stiftet blir gradvis tunnare.Om manövreringen är felaktig, såsom höghastighetsvängning, abrupt start eller att man kommer in i lerigt vatten, ogräs, etc. för att blockera stiften, kommer det att göra att vänster och höger sida av bandskorna blir överbelastade och hänger, och stiften kommer att deformeras och böjas.Rotation, stiftet och stifthålet blir glidfriktion, och friktionsdelen begränsas till en liten del av kontaktytan, stiftet slipas gradvis till en vevform, och stifthålet blir också en ellips.

Ökningen av stifthålet gör också att spårstigningen förlängs (stigningen är mittavståndet för hålen i båda ändar av spårskon), så spårskon och drivhjulet slipar varandra, bandskon är genomsliten , och drivhjulets tänder är bladformade.Enligt mätningen, när stigningen ändras från 174 mm till 184 mm, ändras öppningsbredden på drivväxelns tänder från 87 mm till 97 mm, och den normala rullningen är helt förstörd vid denna tidpunkt.
Eftersom banskostigningen är långsträckt gör den också att rullarna hoppar under gång, vilket påskyndar slitaget på banskobanan.När banans sättningar är större än 4 mm bör den repareras.
Förslitningen av styrdelen av spårskon orsakas huvudsakligen av spårets avvikelse, den kraftiga deformationen av spårskon och överdriven axiell skakning av rullen och styrhjulet.
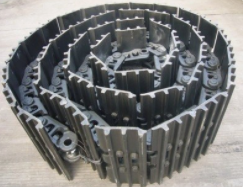
De vanliga skrotade bandskorna är hårt slitna eller slitna genom den ingripande delen med drivhjulet.
Reparation av löparskor
Slitaget på löparskon har huvudsakligen två delar: löpbanans yta och spårstiftshålet.Det är väldigt enkelt att reparera.Efter att löpbanan är sliten sjunker ett spår, och när djupet inte överstiger 2~3 mm, kan det direkt yta och repareras.När slitaget är djupt kan stålstänger av olika storlekar fyllas i spåren enligt de specifika förhållandena och sedan svetsas från alla sidor.Stifthålet ska återställas till originalstorleken och mittläget för originalhålet efter slipning.För detta ändamål, klipp av det slitna stifthålet, sätt i en stift i standardstorlek, värm den sedan till cirka 800 ℃ och rulla sedan upp örats kant.Lägg till en halvcirkelformad järnplatta på utsidan av snittet och svetsa fast den med elektrisk svetsning.De sålunda reparerade bandskorna kan hålla i mer än 100 skift.

Ersätt stål för bandskor
Bandskorna på bandfordon är i allmänhet gjorda av högmanganstål med en historia av nästan hundra års användning.Detta beror på att stål med hög manganhalt har en framträdande egenskap, det vill säga att det genomgår slaghärdning under påverkan av stötbelastning, vilket gör att det bildar ett ytskikt som är både hårt och slitstarkt, samtidigt som det bibehåller segheten och plasticiteten hos dess inre lager.Däremot används högmanganstål som bandsko, som ofta skadas tidigt på grund av sprickor, omvända tänder och nedböjning vid användning, och har en låg livslängd.För att komma till rätta med denna brist har ett låglegerat höghållfast stål 30SiMnMoV(Ti)-stål, som är baserat på inhemska resurser och är lätt att producera, utvecklats.Det har framgångsrikt använts för att ersätta stål med hög manganhalt för att tillverka bandskor.
bearbetningsmetoder
Bearbetningstekniken för profilens spårsko är i allmänhet: användningen av profilskärning, borrning (stansning), värmebehandling, uträtning, målning och andra processer;bulldozerns spår är enkelförstärkt, och den allmänna färgen är gul;Den är treribbad och färgen är svart.Materialet som köps för profilen är i allmänhet 25MnB, och den slutliga värmebehandlingshårdheten för materialet är HB364~444.
Posttid: 2022-august



